 Steel_9
Steel_9Lengthening the x axis truck meant that I lost two inches from my x axis travel. some of this was regained from the z axis, however I didn't want to loose to much of my z axis travel. This meant that I had to redesign my z axis to be more space efficient. I also redesigned the mounting system for the trucks.
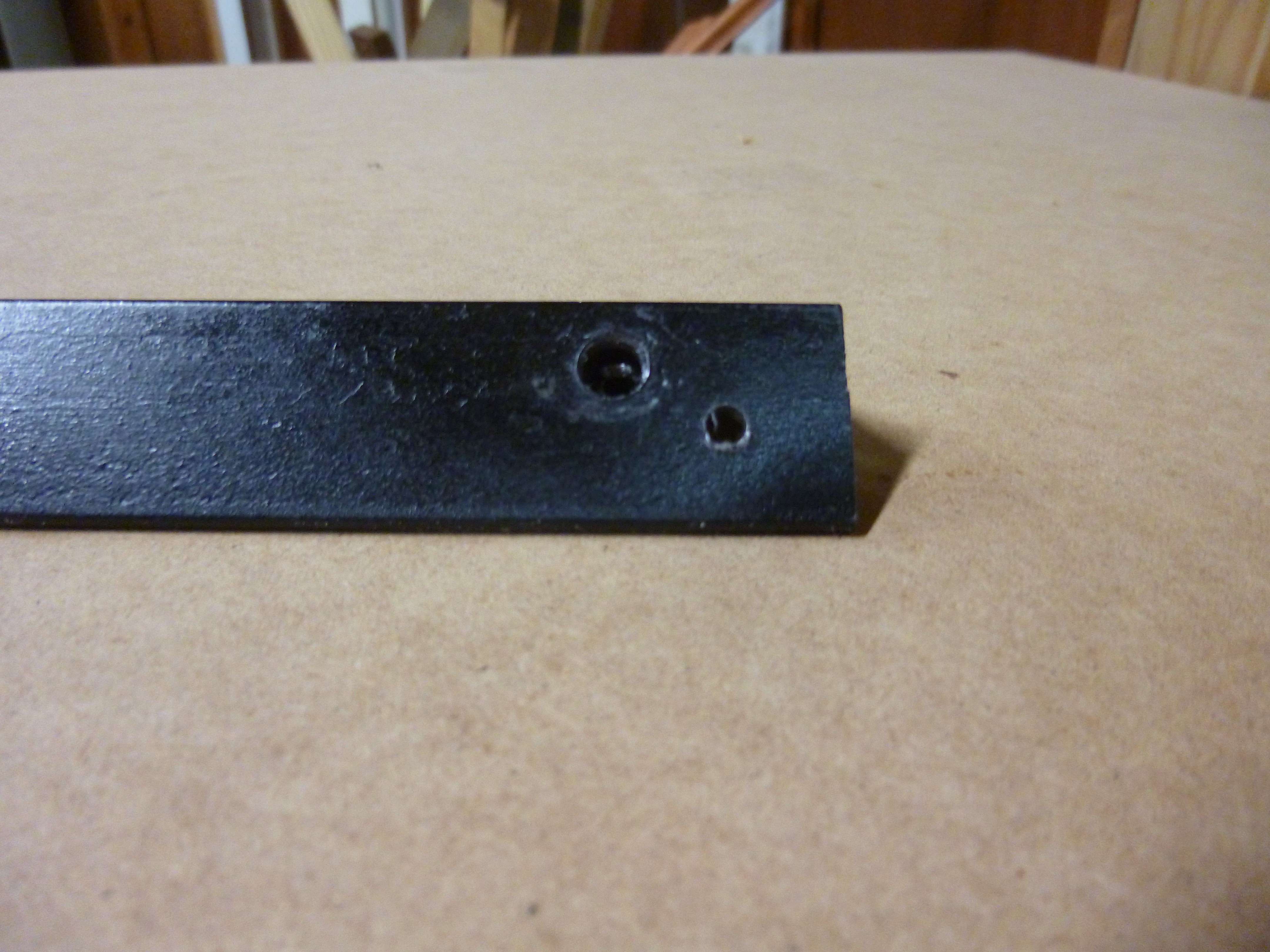
I was originally going to mount the trucks by placing screws into the boards next to the truck, and using the screw head overlap to hold the truck. I later decided to use bolts traveling through the truck and through the board. This should hold the trucks more securely, but it means that I have to disassemble the trucks so I can put four more holes into the angle before reassembling the trucks.
Building the base was more difficult than I imagined. First off, the base is built out of a 25"x33" rectangle, while the fence on my table saw can barely be forced to 25". This meant that the initial cut had to be made with a circular saw. I used a guide with the circular saw, however despite all my careful alignment, the cut turned out crooked. This happened twice since I was doubling up the material for the base. Fortunately, the 33" dimension isn't critical, and I was able to make the 25" cuts on the table saw, so the tracks are at least parallel. I lined up the two most right angles, and glued the two sheets together
 It was just after I glued the sheets together that I realized that one sheet of 3/4" MDF would probably be strong and stiff enough. After the glue dried, I used the table saw to cut a 45° chamfer on both sides of the base plank.
It was just after I glued the sheets together that I realized that one sheet of 3/4" MDF would probably be strong and stiff enough. After the glue dried, I used the table saw to cut a 45° chamfer on both sides of the base plank.

I attached two lengths of aluminum angle onto the chamfer for a track, and started on the end pieces.
The end pieces were made out of cutoffs from the base. they fit on the table saw, so cutting was easier. After they were cut, I screwed the two pieces together, and marked and pre-drilled holes for the x axis stepper motor, and mounting screws.
The mounting holes lead to a whole host of problems. The base plate was to big to put on the drill press, so I had to hand drill the holes. These holes inevitably became misaligned with the holes in the end pieces. I also failed to take into account that the bolts I had purchased were too short to fit through the doubled up base plate, so I had to countersink the heads. The holes were of course to large to be good pilot holes, so the countersinks were slightly off-center.
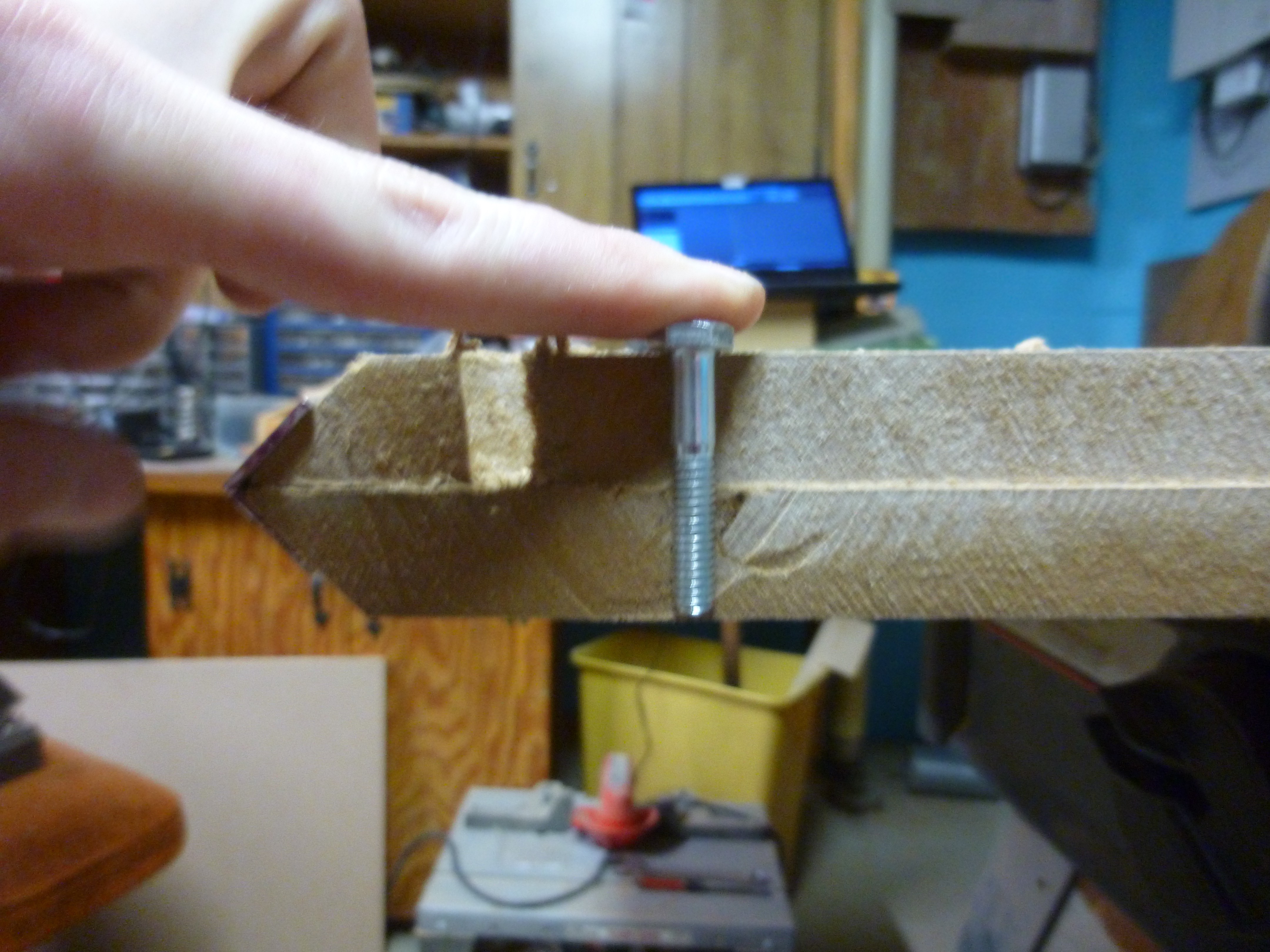 I also had to make some modifications to the holes that held the nuts
I also had to make some modifications to the holes that held the nuts
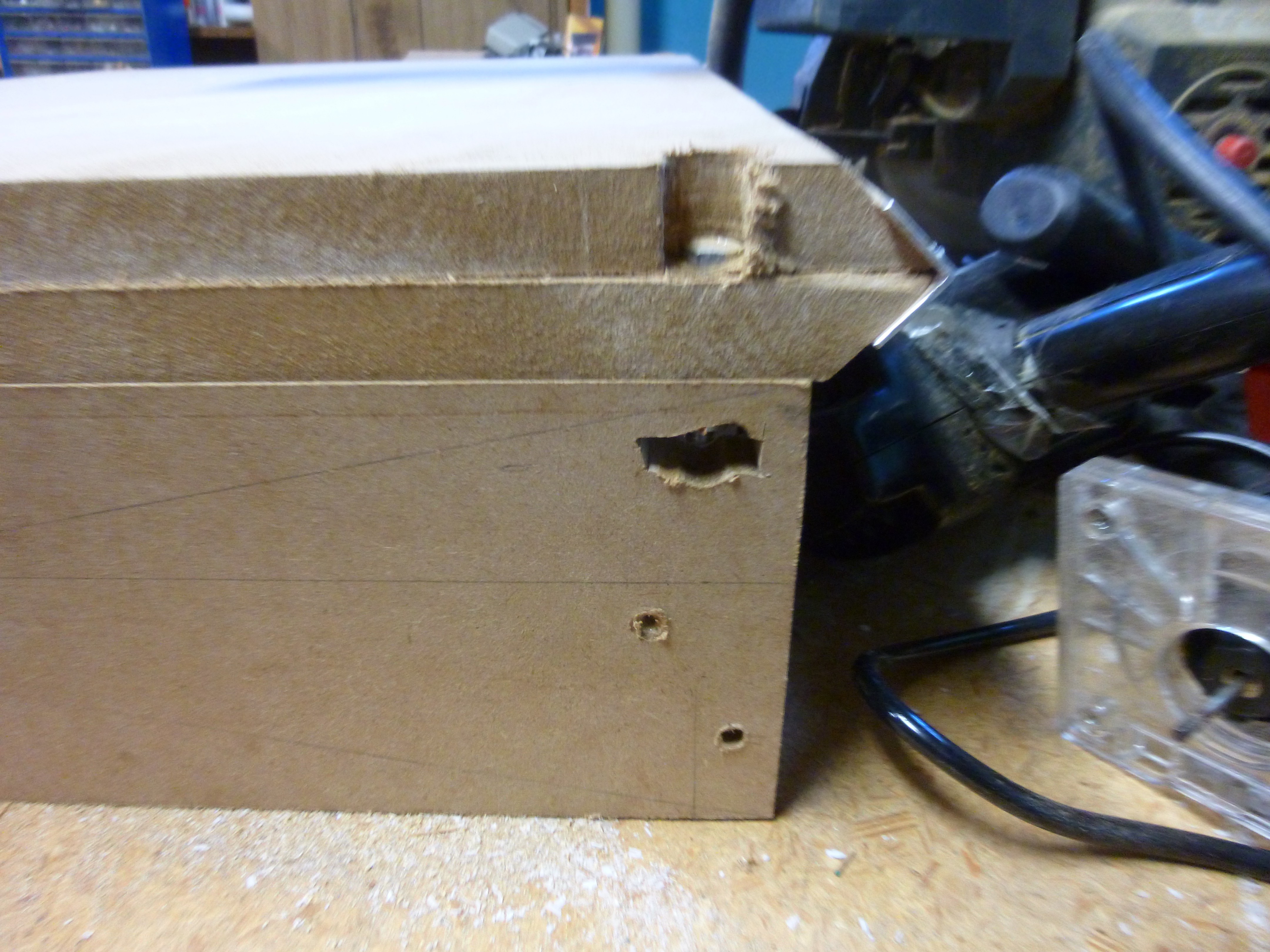 It's not pretty but it works.
It's not pretty but it works.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.